结合了数字化设计、制造技术,激光、电子束等高能束流工艺的增材制造技术经过十几年的发展,正在走出实验室步入实际应用,其发展前景受到美国政府和军方高度重视,并作为支撑振兴美国制造业国家战略的主要措施得到政府和军方大力支持。随着增材制造技术的日臻成熟,近年来与之相关的标准化工作也日趋活跃。

1 增材制造技术标准的发展
2002年,美国汽车工程师协会(SAE)发布了第一个增材制造技术标准——宇航材料规范AMS 4999《退火Ti-6Al-4V钛合金激光沉积产品》,以及与该标准配套的宇航材料规范AMS 4998《Ti-6Al-4V钛合金粉末》。为了推动军民融合,上世纪90年代起,美国军用标准体系中与材料相关的军用规范开始转化为宇航材料规范AMS。目前,宇航材料规范已经成为美国军用航空航天材料标准的主体。增材制造技术宇航材料规范的颁布,是该技术在美国航空航天领域走向实际应用的重要标志。
2011年,AMS 4999被AMS 4999A代替,新版标准的名称更改为《退火Ti-6Al-4V钛合金直接沉积产品》,扩大了工艺种类,补充了新的技术要求,完善了质量保证要求等技术内容。 2009年,美国材料与试验协会(ASTM)成立了专门的增材制造技术委员会ASTM F-42,下设试验方法、设计、材料和工艺、人员、术语等分委员会。目前,该委员会包括来自10个国家的100多个成员单位。

ASTM F- 42已经颁布了4项标准,包括术语、文件格式等基础标准和产品标准,正在制订 中的标准涵盖了基础标准、产品标准和设计指南,构成了较为完整的基础标准体系和开放的产品标准体系,详见表1。从标准体系构成上看,该技术委员会注重术语、文件格式、设计指南等基础标准制订,这既是增材制造技术领域新概念、新方法数量众多的反映,也是该技术进入大范围应用的客观需要。从正在开展的工作看,近期将会有较多新的产品标准颁布,其中大部分是激光和电子束铺粉熔覆工艺制造的钛合金和高温合金产品,这对我国相关技术的开发具有一定的借鉴作用。
2011年,国际标准化组织(ISO)也成立了增材制造技术委员会ISO TC 261,下设术语,方法、工艺和材料,试验方法,数据处理等分委员会/工作组。ISO TC 261目前有14个成员国和6个观察员国,并与ASTM - F42在制订增材制造技术标准方面开展了合作,正在开展工作的增材制造标准项目见表1。目前,ISO TC 261的一项工作是ISO 17296《增材制造——快速技术(快速原型制造)》的制订工作。
该标准包括术语,方法、工艺和材料,试验方法,以及数据处理等4个部分,分别处于新项目建议(NP)和委员会草案(CD)等标准制订的前期阶段。需要指出的是,快速原型制造是当前增材制造技术应用的主要方向,但增材制造技术应用范围不限于快速原型制造。ISO TC 261正在开展的另一部分工作是将ASTM已颁布的增材制造技术术语、文件格式等3项基础标准转化为ISO标准。这3项标准已经进入到成员国对标准草案(DIS)进行质询和对最终草案(FDIS)进行投票的阶段。但是,ISO TC 261未对ASTM 已经颁布的增材制造产品标准ASTM F2924 - 12进行转化。

2 AMS 4999A《退火Ti-6Al-4V钛合金直接沉积产品》分析
2.1 适用范围和工艺
Ti-6Al-4V是航空航天领域应用最广泛的中等强度钛合金,我国对应的材料牌号是TC4。 直接沉积是送料(粉、丝)与熔化同步进行的增材制造工艺。 标准规定的产品用途为机械加工毛坯或锻造毛坯。直接沉积的增材制造的钛合金产品一般在机械加工后使用,但在美国也有用于锻件毛坯再进行模锻改进组织和性能的相关研究报道。 标准规定的填充材料为粉末和丝材两种,基体材料包括Ti-6Al-4V钛合金厚板、棒材、锻件、型材、热等静压精铸件和冷床炉一次熔炼板材等品种。与AMS 4999只有厚板一个品种相比,适用的基体材料范围更广。 标准中规定的熔化热源为激光和电子束两种,新增加了电子束工艺,表明电子束增材制造工艺也已经成为一种成熟的工艺。 标准规定了产品的退火和热等静压工艺制度,以及退火或热等静压后的时效制度。标准规定的Ti-6Al-4V钛合金直接沉积产品的退火加热温度为900℃~925℃,而变形产品一般采用700℃~790℃范围内加热的普通退火制度。标准增加了沉积工艺过程中制件的消除应力退火制度及要求,反映了在控制残余应力、减少变形方面工作的进展。
2.2 组织性能要求
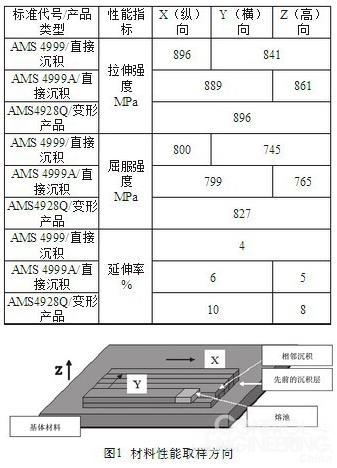
标准规定Ti-6Al-4V钛合金直接沉积产品的组织为β相基体上分布针状α相组织。同时明确规定,只要性能符合要求,沉积区允许存在柱状晶组织。 新的标准AMS 4999A和原标准AMS 4999对拉伸性能的要求列在了表2中。为了便于比较,表2中还列出了AMS 4928Q《Ti-6Al-4V钛合金退火棒、丝、锻件、环和拉拔型材》标准中规定的变形产品的拉伸性能要求。表中材料性能取样方向的规定见图1。 由表2可见,标准的性能要求有较大变化。一是原标准将X向性能归为一组,性能要求最高;Y向和Z向性能归为一组,性能要求较低。新的标准将X向和Y向性能归为一组,Z向单独归为一组。从性能指标要求上看,X向拉伸强度变化较小, Z向拉伸强度和屈服强度分别提高了20MPa。
按现行的AMS材料标准关于拉伸性能指标要求的规定,材料拉伸强度、屈服强度和延伸率等性能指标要求采用统计计算分析得到的A基值。由于缺少数据,原标准AMS 4999中,Y向性能采用的是保证值(S值)。通过数据的积累,在新的标准中Y向性能采用了A基值。由于直接沉积产品没有塑性加工引起的各向异性,新的标准关于拉伸性能要求的规定揭示了,在X向和Y向构成的沉积平面上,拉伸性能没有明显的方向性。

由于标准规定,Z向拉伸性能试验的试样应当包括基体材料与沉积层的界面,因此Z向拉伸性能与X向和Y向的差别,可能更多的是反映了基体材料与沉积层界面的影响。 新的标准和原标准性能指标的差异,可能也反映了工艺进步和电子束工艺方法引入等因素对力学性能指标的综合影响。 与表2中列出的锻件等变形产品的拉伸性能指标要求相比,直接沉积产品的塑性指标延伸率的要 求较低。 标准中新增加了断裂韧度要求:KIC不低于66MPa-mm1/2、KIVM不低于82.5MPa-mm1/2。从断裂韧度KIC指标要求看, Ti-6Al-4V钛合金直接沉积 产品的断裂韧度与常规Ti-6Al-4V钛合金模锻件的断裂韧度处于相同水平。
2.3 内部质量要求
关于内部质量要求,原标准只有一条不允许有对使用有害的外来材料、不完整和孔洞等缺陷的定性规定。新的标准中增加了超声波检查和射线检查的内容,完善了对内部质量的要求。 标准规定产品的超声检查按AMS2631《钛和钛合金棒材和坯料超声波检查》标准沿Z向进行,产品厚度6mm~102mm应当满足A1级要求就(单个缺陷当量平底孔直径不超过1.2mm),厚度102 mm~152mm应当满足 A级要求(单个缺陷当量平底孔直径不超过2mm)。 标准规定产品的射线检查按ASTM E 1742《射线检查》标准,在粗加工或精加工状态的沉积部分上进行。标准规定产品上不允许有裂纹和未完全熔化,以及对孔洞和夹杂缺陷的要求:单个孔洞和夹 杂的最大尺寸不能超过1.5mm和0.3倍厚度。值得注意的是,标准要求射线检查在热等静压前进行,只检查5个连续生产批次。因此,可以认为射线检查主要目的是为了验证直接沉积工艺。

与变形产品只进行超声检查、铸造产品只进行射线检查不同,标准规定直接沉积产品两项检查都需要进行,这反映了直接沉积产品的组织和缺陷的特点,对保证航空航天产品使用安全有积极意义。2.4 质量控制要求
标准新增加了工艺和供应商批准、沉积参数批准、沉积/几何参数批准、制造大纲批准和固化生产工艺等工艺控制要求。 工艺和供应商批准在开始进行硬件的试制前进行,由产品采购方对熔覆的热源、热源参数范围、填充材料、填充方法、气氛、沉积路径实现和粉末送料方法等工艺过程,以及填充材料的供应商进行批准。标准规定制粉工艺变化应重新进行工艺批准。标准还规定了通过工艺和供应商批准产品应符合的性能和分布要求,以及所需的试验批次和数量。
沉积参数批准和沉积/几何参数批准在开始进行产品的试制前进行,其中,沉积参数批准针对的是不同的沉积工艺路径,沉积/几何参数的批准针对的是某个产品的具体沉积工艺过程。 沉积参数批准的沉积路径由一次沉积的宽度、多次沉积的宽度和相邻两次沉积间的重叠面等参数定义。每个沉积路径包括粉密度、送料速度、熔池移动速度、沉积相邻两层之间的最小时间间隔、粉的种类和供应商等参数。标准规定应有足够数量的零件,以覆盖工艺参数的上下限和中间值。为了批准沉积参数,除了要检查拉伸性能外,还需要检查应变疲劳性能。

沉积/几何参数包括下列沉积参数和几何特征:粉密度,送料速度,熔池移动速度,沉积相邻两层之间的最小时间间隔,基体材料厚度,沉积长度、高度和宽度,相对基体材料的沉积角度,沉积路径,不同沉积路径间相交的种类、方向和角度,沉积之间相交的长度、高度和宽度等。标准针对普通沉积和沉积之间的相交,分别规定了批准沉积/几何参数需要进行的拉伸试验和应变疲劳试验的批次和数量要求。
标准规定所有直接沉积产品应当按由供应商准备、采购方批准的固化工艺和制造大纲进行生产。制造大纲应当与认证产品的生产实际相符,并包括下列固化的工艺元素:基体材料规范、尺寸和准备要求,沉积工具/工装,填充材料来源和控制要求,送料的方法和控制程序,预热温度和时间,产品的 CAD模型和包括机器编码的CAM文件,零件沉积工艺参数和控制范围,超声波检查方法,性能试验取样和试验频次要求,热处理工艺参数和工具/工装,热等静压工艺参数和工具/工装,尺寸检查要求等。对固化工艺任何有目的的偏离,在生产实施前,供应商应当向采购方提交申请,以获得批准。
采购方应当定义保证工艺和生产计划的更改不对结构完整性和材料性能发生有害影响的试验要求。 材料和零件加工过程可控是保证飞机零件质量和可靠性的重要措施。增材制造技术工艺过程与传统铸造和变形工艺有很大差异,如何表征和认证沉积工艺过程对该项技术能否在航空产品上实现大范围工程应用具有重要意义。AMS 4999A标准中关于沉积参数和沉积/几何参数的定义,给出的相关参数控制要求,对增材制造技术在我国飞机产品上推 广应用具有重要借鉴作用。

3 ASTM F2924 - 12《铺粉熔覆增材制造Ti - 6Al - 4V标准规范》分析
3.1 适用范围、分类和工艺
标准适用于Ti - 6Al - 4V钛合金铺粉熔覆工艺产品。与送料与熔覆同步进行的直接沉积工艺不同,铺粉熔覆工艺是在熔覆开始前铺好一层20μm~100μm厚的金属粉末,然后用激光束或电子束等点热源将铺好的粉有选择性的按顺序完全熔化、凝固,通过这一过程的循环完成零件的沉积过程。现有铺粉熔覆工艺有:选区激光熔化SLM?,金属直接激光烧结DMLS?和电子束熔化EBM?等。
与直接沉积工艺生产的产品相比,铺粉熔覆工艺可以获得更高的表面质量,因此也称为精密增材制造技术。但这种工艺的效率相对较低。 标准规定铺粉熔覆产品一般用于性能要求与锻造和轧制产品相同的部件。为了得到所需的表面粗糙度和尺寸精度,产品一般需要经过机加、打磨等后续的加工处理,但也可以不经后续加工处理直接使用。 标准中规定的熔化热源分为激光和电子束两 种。 铺粉熔覆工艺的填充材料为粉末。由于熔覆工艺过程中,铺好的粉中只有一部分发生熔化、凝固,有大量的粉不参与熔化过程,称为用过的粉。标准规定允许用过的粉作为返回粉使用,并规定了返回粉的筛选和检查方法,返回粉与新粉混合的比例,返回粉使用次数等技术要求。 标准只规定了产品热处理的一般要求,未规定具体的工艺参数,但明确规定了热等静压工艺的适用范围和具体工艺制度。
3.2 产品分类和组织性能要求
标准规定了铺粉熔覆增材制造Ti - 6Al - 4V钛合金产品的类别:
1类部件用于不要求热等静压的安全关键部位;
2类部件用于要求热等静压的安全关键部位;
3类部件用于性能关键部件;
4类部件用于概念模型和原型件。
标准规定产品的显微组织应当是α相和β相组成的两相组织。α相可以是针状、片层状、等轴、或网篮状组织。允许初生β晶界上有连续的α相。柱状晶组织是可接受的。标准规定的拉伸性能要求见表3。由表3可见,对1类、2类和3类部件,X向、Y向和Z向的拉伸性能要求完全相同。在表2中列出的AMS 4999A标准性能要求中, X向和Y 向的性能要求与Z向有较大差异。造成这两个标准技术要求差异的原因可能是,ASTM F2924 – 12标准规定的Z向拉伸性能试验用的试样全部取自铺粉熔覆工艺获得的沉积材料,而AMS 4999A标准规定Z向性能应当包括基体材料与沉积材料的界面。 对比表2和表3中的数据可见,ASTM F2924 – 12标准规定的增材制造产品的性能要求与Ti - 6Al - 4V钛合金模锻件的性能要求基本相同,判断其拉伸性能指标可能是参照模锻件标准规定的,而不是由试验数据统计计算获得的。标准未规定断裂韧度指标要求,只规定了检查方法,具体指标要求由供需双方协商。

3.3 内部质量要求
在内部质量要求方面,标准只规定了射线检查执行的检查方法标准,合格判据、检查部位和抽样方法等需由供需双方协商确定。标准未规定超声波检查要求。
3.4 质量控制要求
标准规定1类、2类和3类部件应当有制造大纲。制造大纲包括以下内容:设备、制造控制系统;包括软件版本、制造控制系统版本在内的设备的认证;认证所需的试样数量、取样方法等;填充材料;沉积室环境,设备状态,认证过设备的标定信息;批准的沉积工艺;保证数字化文件可追溯性的措施;沉积平台选择,设备清洗,粉处理等准备工序;对设备操作人员的要求;设备运行的日志文件;影响部件质量和保证工艺有效控制的工艺参数范围;每个沉积循环的部件数量,以及它们在平台上的方向、位置、支撑结构;工艺步骤;后处理工艺的顺序,执行的规范等后处理工艺流程;退火、热等静压、热处理和时效等热工艺要求;供需双方协商一致的检验要求等。
4 AMS 4999A与ASTM F2924 – 12比较
两项增材制造产品标准都是用于Ti - 6Al - 4V钛合金的。由沉积工艺方法不同带来的技术要求上的差异在前面已经做了描述。除了这些差异外,由于两项标准分别由不同的标准化组织制定,因此在标准构成上也有明显区别。
4.1 标准的适用性
AMS宇航材料规范是针对航空航天领域用材料的产品标准,其技术要求是各类材料标准中较为全面和严格的。AMS 4999A标准充分反映了这一特点,对产品的技术和质量控制要求严格、具体、可操作性强。标准除了有成分、组织和常规拉伸性能 要求外,对断裂韧度和疲劳性能也有明确要求,并规定了超声波检查和射线检查的方法和合格判据等内部质量要求。在质量控制方面,标准规定了多个层次的详细认证要求。该标准充分反映了航空航天材料的应用要求。 ASTM标准是美国国家标准的主要组成部分,覆盖的应用领域广泛。为了适 应不同的使用要求,ASTM F2924 – 12标准对沉积产品进行了分类,并根据分类对产品性能、内部质量、工艺和质量控制等规定了不同的要求。同时,标准中的大多数技术要求由产品需要供需双方协商确定,规定不够具体,可操作性不强。
4.2 标准的完整性
由于ASTM下设有增材制造技术委员会,并制定了增材制造技术相关的术语、文件格式等基础标准,对该委员会颁布的产品标准形成了有效支撑,因此ASTM F2924 – 12标准在使用中还需要参考这些相关标准。正是由于有专门的基础标准来规定与增材制造技术相关的基础技术,ASTM增材制造技术标准体系对组批的定义和方法、复杂形状产品坐标系、控制沉积工艺过程的机器代码等的规定更加系统、完整。
总结
我国增材制造技术处于快速发展中。在金属直接沉积工艺方面,钛合金激光快速成形大型关键、重要承力部件已经在飞机上使用,工艺和应用技术整体上处于国际领先水平。在铺粉熔覆工艺方面,采用激光精密增材成形工艺研制出了飞机用复杂、大型空间曲面多孔钛合金构件。 但是,我国增材制造技术标准的发展落后于国外,没能充分反映国内技术发展的水平。已经在飞机上装机使用的增材制造技术产品均采用各企业的技术条件和规范。由于缺少对沉积工艺过程的表征、控制和认证的规定,技术的大范围推广使用受到了制约,已有的技术优势并没有能够迅速转化为产品优势和市场优势。因此迫切需要开展增材制造技术的标准化工作。
为了加快我国增材制造技术国家标准的制订工作,需要尽快成立增材制造全国标准化技术委员会,或在全国航空器标准化技术委员会下成立相,项目团队从流程的测量手段、监控手段、监控频率和失去控制应怎么做等方面进行了策划,制定了详细的流程控 制计划。另外,控制阶段进行了FMEA分析,对于高风险事件均制定了改进计划,对流程可能出现缺陷或失效的情况提前做好了充分的准备和预防,以保证流程控制能力。 关工作组,负责组织开展增材制造技术标准体系规划,参加国际标准化组织(ISO)增材制造技术委员会ISO TC 261的活动,开展相关基础标准的制订或转化工作。 在增材制造技术产品标准化方面,可以发挥中航工业相关研究所和工厂在TA15、TC4、TC18钛合金激光快速成形和激光精密增材成形工艺上的技术和应用优势,借鉴国外相关产品标准在内部质量和工艺控制方面的要求,开展相关集团标准的制订工作,强化对增材制造产品的质量和工艺过程控制,通过标准化活动促进增材制造技术的推广应用,加快技术优势向产品优势和市场优势的转化。






